


Мәжбүрлі конвекциялық кептіру пеші - кептіру, қатайту немесе қыздыру үшін арналған зертханалық пеш. Ол мәжбүрлі конвекцияны қабылдайды, яғни орталықтан тепкіш желдеткіш немесе желдеткіш температураның біркелкі таралуын және тиімді кептіруді қамтамасыз ету үшін камераның ішінде қыздырылған ауаны айналдырады.
Үлгі: TG-9070A
Сыйымдылығы: 80л
Ішкі өлшемдері: 450*400*450 мм
Сыртқы өлшемі: 735*585*620 мм
Сипаттама
Мәжбүрлі конвекциялық кептіру пеші өнімдерді немесе материалдарды тиімді пісіру үшін қыздырылған ауа ағынын пайдаланады. Оның тиімділігінің кілті температураны дәл бақылау, жылуды біркелкі бөлу және пеш камерасында бақыланатын ортаны сақтау мүмкіндігі болып табылады. Тұмшапеш әдетте қыздыру элементінен, температураны реттеу жүйесінен және бүкіл камерада ыстық ауаны айналдыратын желдеткіштен тұрады. Желдеткіш жылуды біркелкі таратуға көмектеседі, бұл өнімдердің бірдей жылу мөлшерін алуын қамтамасыз етеді.
Техникалық сипаттама
|
Үлгі |
TG-9023A |
TG-9030A |
TG-9053A |
TG-9070A |
TG-9123A |
TG-9140A |
TG-9203A |
TG-9240A |
|
Сыйымдылығы |
25л |
35л |
50л |
80л |
105л |
135л |
200л |
225л |
|
Интерьер күңгірт. (W*D*H)мм |
300*300*270 |
340*325*325 |
420*350*350 |
450*400*450 |
550*350*550 |
550*450*550 |
600*550*600 |
600*500*750 |
|
Сыртқы күңгірт. (W*D*H)мм |
585*480*440 |
625*510*495 |
700*530*515 |
735*585*620 |
835*530*725 |
835*630*730 |
885*730*795 |
890*685*930 |
|
Температура диапазоны |
RT+10°C ~ 200°C |
|||||||
|
Температураның ауытқуы |
± 1,0°C |
|||||||
|
Температура ажыратымдылығы |
0,1°C |
|||||||
|
Температураның біркелкілігі |
±2,5% (сынақ нүктесі @100°C) |
|||||||
|
Сөрелер |
2 дана |
|||||||
|
Уақыт |
0~ 9999 мин |
|||||||
|
Нәр беруші |
айнымалы ток 220В 50Гц |
|||||||
|
Қоршаған ортаның температурасы |
+5°C~ 40°C |
|||||||
Ерекшелік
• Біркелкі температураны реттеу
• Үлгілерді 200°C дейін қыздыруға қабілетті үлгілерді жылдам қыздырыңыз және құрғатыңыз
• Тот баспайтын болаттан жасалған сус №304 ішкі пеш және ұнтақпен қапталған болат табақ сыртқы пеш, коррозияға төзімді
• Төмен қуат тұтыну, шығындарды үнемдеу
• PID сандық дисплей контроллері дәл және сенімді температураны бақылауды қамтамасыз етеді
Құрылым
Мәжбүрлі конвекциялық кептіру пеші әдетте келесі компоненттерден тұрады:
• Ішкі пеш: SUS#304 баспайтын болаттан жасалған
• Оқшаулау: пештен айналаға жылу шығынын азайту үшін өте жұқа шыны жүннен жасалған.
• Қыздыру элементі: пештің ішінде жылу шығарады.
• Циркуляция желдеткіші: пештің ішінде ыстық ауаны айналдырады.
• Ауа арнасы: Ауа арнасы желдеткішпен біріктірілген, бұл ыстық ауаның пеш арқылы үздіксіз ағып тұруын қамтамасыз етеді.
• Температура сенсоры: пеш ішіндегі температураны өлшейді.
• Басқару жүйесі: кептіру процесінің температурасы мен уақытын реттейді.
Жұмыс кезінде қыздыру элементі ауаны қыздырады, содан кейін ауа желдеткіш арқылы ауа құбыры арқылы пештің камерасына айналады, ал соңында сорғыш арқылы шығады. Бұл бүкіл процесс материалдарды біркелкі қыздыруды және кептіруді қамтамасыз етеді.

Қолдану
Мәжбүрлі конвекциялық кептіру пештері электроника өндірісінде кеңінен қолданылады, бұл пештер олардың жарамдылық мерзімін қалпына келтіру үшін электрондық компоненттерден ылғалды кетіру үшін қолданылады.
Мұнда кептіру пештерінің электронды өндірісте қалай қолданылатыны туралы бірнеше мысал келтірілген:
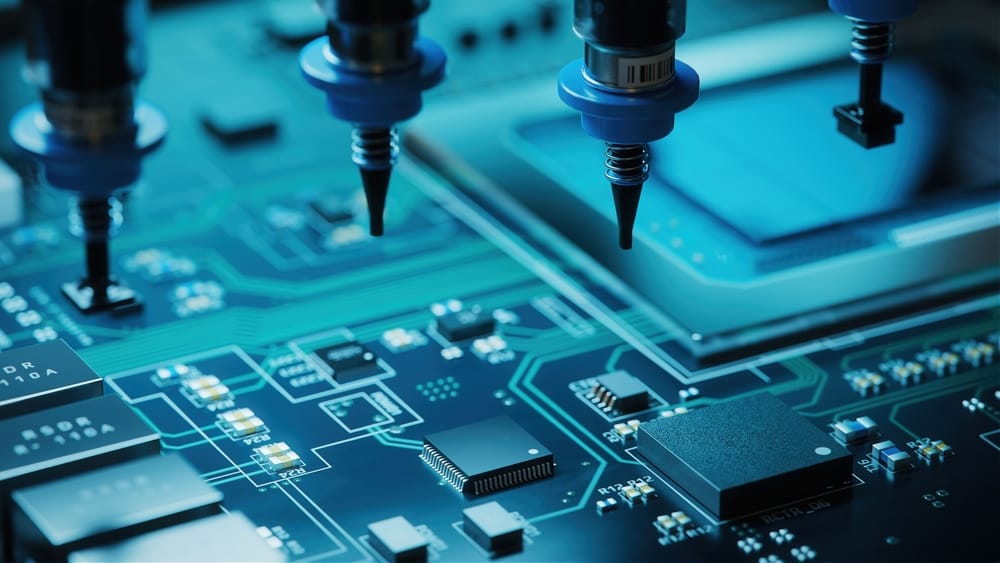
Surface Mount Technology (SMT): SMT процесінде электрондық компоненттер таңдау және орналастыру машинасы арқылы ПХД (басылған схемалар) бойынша орнатылады. Компоненттерді орналастырғаннан кейін, тақталар компоненттерді тақтаға қосу үшін дәнекерлеу пастасы ерітілген қайта ағынды пештен өтеді. Құрамдас бөліктер мен тақталар процесте ылғалды сіңіруі мүмкін болғандықтан. Кез келген артық ылғалды кетіру және ылғалдың енуіне байланысты ықтимал ақауларды болдырмау үшін мәжбүрлі конвекциялық кептіру пеші қолданылады.
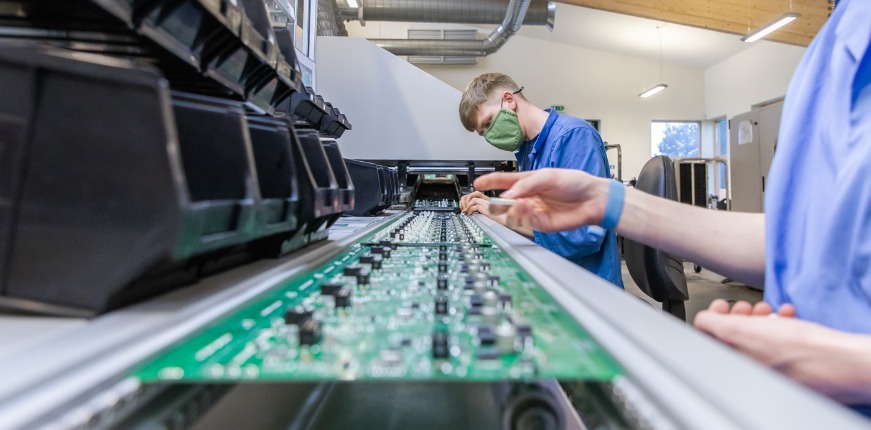
Толқынды дәнекерлеу: Толқынды дәнекерлеу ПХД түбін балқытылған дәнекерлеу пулы арқылы өткізуді қамтиды, ол ПХД және электрондық компоненттер арасында қатты қосылысты жасайды. Толқынды дәнекерлеу алдында ПХД тақтадан кез келген тотығуды кетіру үшін суда еритін ағынмен жуылады. Содан кейін ПХД мәжбүрлі конвекциялық кептіру пешінен өтеді, бұл дәнекерлеу процесінде тотығу ластаушы заттарға айналмауы үшін толқынды дәнекерлеу алдында қалған ылғалды кетіреді.
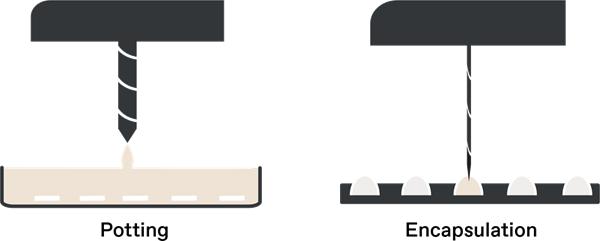
Құмыраға салу және инкапсуляция: Электрондық құрылғыларды ылғалдан қорғау үшін құрылғыны су өткізбейтін құмыра немесе инкапсуляциялық материалмен жабу әдеттегі тәжірибе болып табылады. Бұл материалдарда әдетте материалдың толық қатаюын қамтамасыз ету үшін жоғары температурада пісіруді қажет ететін өңдеу процесі бар. Құрылғыларды мәжбүрлі конвекциялық кептіру пештеріне орналастыру кастрюльге немесе инкапсуляцияға арналған материалды емдеуі мүмкін.
Дәнекерлеу пастасын қолдану: Дәнекерлеу пастасы әдетте қайта ағынды дәнекерлеуден бұрын ПХД-ге электрондық компоненттерді бекіту үшін қолданылады. Паста паста пішініне араласқан металл бөлшектері мен флюстен жасалған. Дәнекерлеу пастасы ылғалды сіңіретіндіктен, қолданар алдында пастаны кептіру өте маңызды. Пісіру пештері дәнекерлеу пастасын дұрыс жабыстыру және дәнекерлеу қосылыстарын нашарлатпау үшін оның кез келген ылғалдылығын жоя алады.\
Мәжбүрлі конвекциялық кептіру пештері әдетте бақыланатын температуралық ортаны қамтамасыз етеді, оны арнайы температура талаптарына сәйкес орнатуға болады. Пештер электронды құрамдас бөліктердің түріне байланысты 50°C-тан 150°C-қа дейінгі әртүрлі температура диапазонында жұмыс істей алады.
Пісіру процесі бірнеше сағатқа созылады және осы уақыт ішінде электрондық компоненттер басқарылатын ортаның әсеріне ұшырайды. Бұл компоненттер сіңіретін ылғалдың булануына мүмкіндік береді, бірақ әлі де құрамдастарға зақым келтірмейді.
Пісіру процесі аяқталғаннан кейін термиялық соққыны болдырмау үшін электронды бөліктер баяу салқындауы керек. Содан кейін пісірілген компоненттер ылғалдың қайтадан сіңуіне жол бермеу үшін ылғалсыз қаптамада жабылады.
Тұтастай алғанда, мәжбүрлі конвекциялық кептіру пештері заманауи электроника өндірісінде өте маңызды. Бұл пештер өндіріс процесінің әртүрлі кезеңдеріндегі ылғалды кетіру арқылы ықтимал электрондық ақауларды болдырмауға көмектеседі. Бұл электрондық бөлшектердің едендік қызмет ету мерзімін қалпына келтіру және өндіріс тиімділігін айтарлықтай арттыру үшін оңтайлы таңдау.









